1 Introduction
Friction welding is a method in which the end faces are brought into a thermoplastic state by utilizing the heat generated by the mutual movement of the workpiece end faces, and the ends are brought into a thermoplastic state, and then rapidly forged. Friction welding can easily connect the same or different materials, including metals, some metal-based composites, ceramics and plastics. The friction welding method has been applied in the manufacturing industry for more than 40 years. Due to its high productivity and good quality, it has been widely used in engineering applications, but the welding object is mainly rotary parts, although other forms of friction welding technology have emerged to overcome the problem. Welding workpiece geometry limits or increase productivity, such as phase friction welding, radial friction welding, linear friction welding, etc., but practical applications are few. Friction surfacing has also recently emerged to form a special surface layer on the workpiece.
Friction Stir Welding is a patented welding technology proposed by TWI (The Welding Institute) of the British Welding Institute. In addition to the advantages of conventional friction welding technology, friction stir welding can also be used to connect a variety of joint forms and different welding positions. Norway has established the world's first commercial equipment for friction stir welding, which can weld A1 ship plates with a thickness of 3 to 15 mm and a size of 6×16 m2. In 1998, the space and defense laboratory of Boeing Company of the United States introduced friction stir welding technology. For the welding of certain rocket components; McDonnell Douglas also uses this technology to make propellant tanks for Delta launch vehicles. This paper mainly introduces the method, process, characteristics and welding quality of friction stir welding.
2. Friction stir welding method
As with conventional friction welding, friction stir welding also utilizes frictional heat as a source of welding heat. The difference is that the friction stir welding process is performed by a cylindrical shaped welding pin extending into the joint of the workpiece, and the high speed rotation of the welding head causes friction with the welding workpiece material, thereby making the joint portion The temperature of the material is softened and the material is friction stir to complete the welding. The welding process is shown in Figure 1. During the welding process, the workpiece is rigidly fixed on the backing pad, the welding head rotates at a high speed, and the edge of the workpiece moves relative to the workpiece. The protruding portion of the welding head protrudes into the material for friction and agitation, and the shoulder of the welding head is heated by friction with the surface of the workpiece, and is used for preventing the overflow of the plastic state material, and at the same time, functions to remove the surface oxide film.
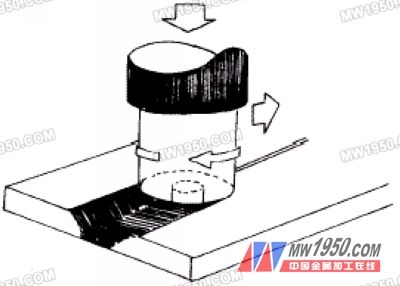
Figure 1 Schematic diagram of friction stir welding process
During the welding process, the welding head protrudes into the joint of the workpiece while rotating, and the frictional heat between the welding head and the workpiece is rotated, so that the material in front of the welding head is strongly plastically deformed, and then the height of the welding head moves. The plastically deformed material flows toward the back of the horn to form a friction stir weld.
Friction stir welding is not very demanding on equipment. The most basic requirement is the rotary motion of the welding head and the relative movement of the workpiece. Even a single milling machine can easily meet the requirements of small flat butt welding. However, the rigidity of welding equipment and fixtures is extremely important. The welding head is generally made of tool steel, and the length of the welding head is generally slightly shorter than the depth required for welding.
It should be noted that a keyhole is left at the end of the friction stir weld. Usually the keyhole can be cut off or sealed by other welding methods.
Next page
")
With epidemic of the noval coronavirus COVID-19 (SARS-CoV-2) out-breaking currently, many biotech companies are sourcing lab plastic consumables worldwide to control the spreading. We also received many inquiries from different countries. But most inquiries are mainly for some items of us. This page is to help the researchers who need to find out our products that used in COVID-19 quickly, hope it helps.
However, any your inquiries are welcome, please never mind to contact us!
Antigen Extraction,Acid Extraction Tubes,Nasopharyngeal Swab,Antigen Rapid Test Cassette,Test Cassette
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yypipettetips.com